

Hoy en día, el mundo está cambiando de una economía basada en fósiles a una economía de base biológica más sostenible, principalmente por la presión para que se aplique un enfoque más ambientalmente racional a los productos de uso diario. Este escenario llama la atención sobre la biomasa lignocelulósica, ya que está ampliamente disponible en todo el mundo, tanto en su forma natural (por ejemplo, bosques energéticos) como como residuos agroindustriales (por ejemplo, bagazo de caña de azúcar), y su uso para producir productos valiosos tiende a reducir costos. Mirando más de cerca el escenario brasileño, el bagazo de caña de azúcar resalta la ventaja inmediata de la integración con las industrias azucareras y alcohólicas existentes, ya que ya está presente en grandes cantidades dentro de ellas.
El continuo progreso del desarrollo de estudios centrados en biorrefinerías lignocelulósicas a lo largo de los años ha allanado un camino hacia la transformación sostenible de la biomasa en bioquímicos de alto valor añadido y huella de carbono reducida, que pueden minimizar significativamente los problemas ambientales, reduciendo la dependencia del petróleo. fuentes. La bioeconomía está estrechamente relacionada con una utilización eficiente y sostenible de los recursos naturales para producir biocombustibles y una gran cantidad de productos químicos y materiales de origen biológico de alto interés comercial. En este desafiante escenario basado en la bioeconomía, el uso exitoso de la materia prima de biomasa depende en gran medida del desarrollo de procesos de transformación comercialmente confiables para permitir la producción sostenible de productos de base biológica para satisfacer los requisitos del mercado desde puntos de vista técnicos, económicos y ambientales. de vista.
Los materiales lignocelulósicos están compuestos principalmente por tres macromoléculas: hemicelulosa, celulosa y lignina, organizadas en una matriz recalcitrante de difícil acceso y transformación en otros productos . La composición de estas macromoléculas hace que la materia prima sea extremadamente versátil en cuanto a aplicaciones, siempre que sea posible aislar, total o parcialmente, cada una de estas fracciones. Para ello es necesario someter el material a un pretratamiento.
El uso integral de biomasa lignocelulósica es un desafío actual a pesar de los esfuerzos pasados para hacerla económicamente viable en el tiempo, ya que los procesos necesarios para convertir los componentes poliméricos en productos valiosos tienen problemas, como baja especificidad y eficiencia. En este escenario, el proceso de autohidrólisis se puede utilizar con éxito como un pretratamiento hidrotermal eficiente para fraccionar la biomasa en una fracción líquida rica en hemicelulosa y/o productos de lignina (licor), y una fracción sólida rica en celulosa. Esta fracción rica en celulosa pasa por una hidrólisis enzimática para convertirse en glucosa, y de ahí a cualquier otro componente mediante fermentación, como el conocido etanol de segunda generación.
La autohidrólisis es un pretratamiento que utiliza agua a alta temperatura (entre 150 y 230 °C) y presión de vapor para promover el fraccionamiento parcial de la biomasa. Además, la autohidrólisis es un tratamiento selectivo para la eliminación de hemicelulosa, provocando una baja degradación de la celulosa y la lignina, lo que reduce la formación de inhibidores. De esta forma, se reduce la necesidad de agua durante la etapa de lavado, mejorando la viabilidad técnica y económica de la tecnología. La ausencia de catalizadores químicos es la gran ventaja del pretratamiento de autohidrólisis, ya que elimina la necesidad de pasos de recuperación. Esto reduce los costos asociados con la gestión de residuos, disminuye la corrosión de los equipos y evita la necesidad de utilizar aleaciones metálicas especiales en la construcción. Por otro lado, los pretratamientos químicos normalmente requieren la adición de al menos un paso de lavado al final para reducir las concentraciones de inhibidor. También implican ajustar el pH del medio, lo que, si no se aborda, puede reducir significativamente la eficiencia de la hidrólisis enzimática y, en consecuencia, el rendimiento general del proceso.
La lignina, tal como está originalmente unida a la hemicelulosa extraída, sufre un reordenamiento en la macroestructura que queda en la fase sólida y, en el proceso, puede solubilizarse parcialmente. Este reordenamiento tiende a aumentar el tamaño medio de poro del sólido obtenido, lo que aumenta la accesibilidad de las enzimas a la celulosa, mejorando su eficiencia. La lignina puede desempeñar un papel importante en la hidrólisis enzimática de la celulosa, lo que en última instancia afecta la eficiencia general del proceso y, bajo ciertas condiciones de pretratamiento, la lignina puede presentar un efecto indeseable. Como observaron Selig y colaboradores, la redeposición de gotas de lignina sobre los residuos de biomasa pretratados, en condiciones de ácido diluido, puede afectar negativamente la sacarificación enzimática de la celulosa pretratada, lo que resulta en una disminución de la eficiencia del proceso de hidrólisis, lo que en consecuencia afectará la operación. costo asociado con el proceso general de biorrefinería.
El proceso de autohidrólisis, así como otros procesos de pretratamiento, se produce bajo agitación mecánica, por lo que existe una necesidad de agua no sólo para permitir que se produzcan las reacciones químicas, sino para disminuir la viscosidad del medio de reacción y la energía necesaria para la agitación, o incluso para poder agitar el medio en el caso de reactores a escala de laboratorio. Los volúmenes de reacción más grandes requieren equipos más grandes y robustos para su manejo (por ejemplo, calentamiento, agitación, enfriamiento y bombeo), y se generan mayores volúmenes de residuos, lo que aumenta los costos operativos y de capital. Esto representa un gran problema a escala industrial y, además, el uso indiscriminado del agua tiene graves impactos ambientales.
Se han considerado estrategias como disminuir la relación líquido-sólido (LSR) en el pretratamiento y adoptar un sistema discontinuo en la hidrólisis enzimática como alternativas para minimizar el consumo de agua, pero los problemas de agitación y transferencia de masa son importantes. comúnmente se informa cuando se trabaja con un alto contenido de sólidos, y la inhibición de la retroalimentación es un problema cuando la concentración de glucosa comienza a aumentar en el medio de hidrólisis.
En el estudio realizado por Vallejos et al., se obtuvo un licor rico en xilano, compuesto por un alto contenido de xilooligosacáridos (XOS), utilizando una baja relación líquido-sólido (LSR) de aproximadamente 3 g/g durante la autohidrólisis del bagazo de caña de azúcar. Sin embargo, el rendimiento relativo a la composición de la materia prima fue de aproximadamente el 60 %. Kim y cols. utilizaron una relación líquido-sólido de 5 g/g en su estudio para un análisis comparativo de diferentes condiciones de autohidrólisis (temperatura y tiempo de reacción) y tratamiento con ácido diluido utilizando rastrojos de maíz con un contenido de sólidos del 20 %. Los resultados obtenidos en términos de conversión de xilosa fueron muy similares a los obtenidos por Vallejos y colaboradores, dentro del rango del 60 % de conversión para autohidrólisis. En el mismo estudio, también se analizó el rendimiento de glucosa y, para las mejores condiciones logradas, a 180 °C durante 4 minutos, la conversión fue de alrededor del 50 %. Gutsch et al. exploraron los efectos de la autohidrólisis del agua y la hidrólisis catalizada por ácido en astillas de madera de Eucalyptus globulus y lograron resultados similares a los otros estudios mencionados, utilizando una proporción baja de líquido a sólido de 5 g/g.
Aunque la expectativa era que la baja dilución de sólidos daría como resultado un medio de producto más concentrado, los resultados resaltan una de las dificultades al trabajar con una alta carga de sólidos, que es la pérdida de eficiencia de homogeneización y transferencia de masa en el medio de reacción debido a la reducción de la cantidad de agua libre y el consiguiente aumento de la viscosidad aparente del medio. La mala homogeneización del contenido de la reacción dificulta su difusión por toda la materia prima, lo que lleva a la disminución observada en el rendimiento.
Estas dificultades observadas en la etapa de pretratamiento se vuelven aún más evidentes en la etapa de sacarificación enzimática, ya que la baja cantidad de agua libre y la mayor agitación dificultan el acceso de los catalizadores al sustrato. La presencia de una cantidad limitada de agua también promueve la concentración de inhibidores generados en las etapas de pretratamiento anteriores. Además, el medio concentrado acentúa la presencia de inhibición del producto, ya que se dificulta la difusión de los productos catalíticos lejos de las enzimas.
Martins et al. compararon sistemas discontinuos y discontinuos (FB) para la hidrólisis enzimática del bagazo de caña de azúcar pretratado. En el sistema por lotes, el aumento de la carga de sólidos (10, 15 y 20 %) dio como resultado una mayor concentración final de glucosa en la condición menos diluida (alcanzando hasta 78 g/l para el sólido pretratado con álcali). Sin embargo, la conversión de celulosa en glucosa se redujo en un 12 % en comparación con el medio menos concentrado. Este patrón también se observó para los sólidos pretratados con ácido diluido (reducción del 13 % en la conversión) y peróxido de hipoclorito (reducción del 20 %). Por otro lado, el sistema feed-batch logró mitigar los efectos negativos de una alta carga sólida. En este caso, por ejemplo, la hidrólisis enzimática de un sólido tratado con ácido aumentó su concentración final de 50 a 57 g/L al aumentar la carga sólida del 15 % al 17 %, manteniendo una tasa de conversión del 53 %. En comparación, la hidrólisis por lotes con una carga sólida del 15 % produjo 45 g/l de glucosa con una conversión inferior del 47 %.
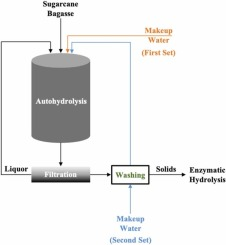
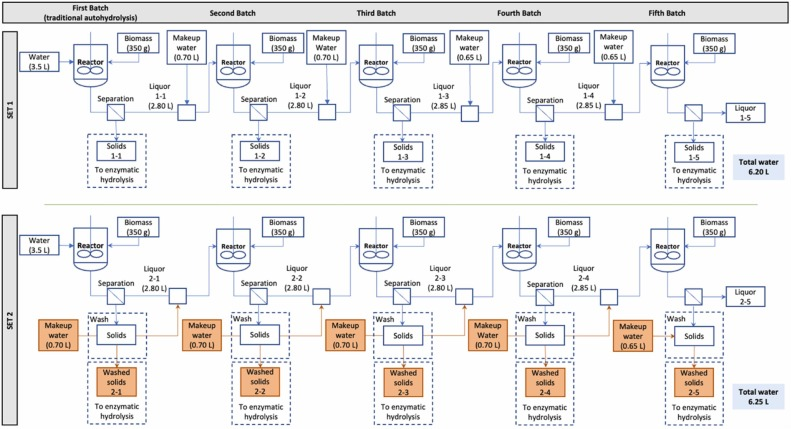
El objetivo de este trabajo fue minimizar el consumo de agua durante la autohidrólisis mediante la reutilización del agua y analizar su impacto en la composición del licor y el rendimiento de glucosa después de la hidrólisis enzimática. Para lograr este objetivo, en el presente trabajo se propone un nuevo enfoque secuencial al proceso de autohidrólisis del bagazo de caña de azúcar, donde el licor de la etapa de reacción anterior se reutiliza en la siguiente y el agua de aporte del siguiente lote se utiliza para lavar el fracción sólida antes de ser agregada al licor en el siguiente lote. Hasta donde sabemos, el presente trabajo ilustra, por primera vez, un enfoque original que permite la reducción del uso de agua en el proceso y la concentración del licor en cualquier componente interesante. Se llevaron a cabo varios lotes secuenciales para evaluar el efecto de la reutilización del agua en la producción de glucosa, y la composición del licor y los productos de la hidrólisis se analizaron mediante mediciones de HPLC.
Fuente: https://www.sciencedirect.com/science/article/pii/S2949839224000403
Felipe Brandão de Paiva Carvalho, Dasciana de Sousa Rodrigues, Fabricio Machado, Rossano Gambettab
Instituto de Química, Universidade de Brasília, Campus Universitário Darcy Ribeiro



{kind=link}